
г. Екатеринбург, проспект
Космонавтов, 107
Космонавтов, 107
Пн-Пт с 9:00 до 18:00 Сб,
Вс выходной
Вс выходной
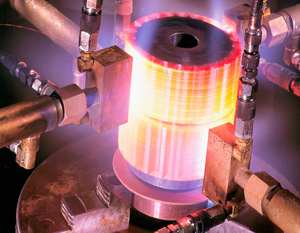 Упрочнение поверхности металлопроката — это процесс, направленный на повышение износостойкости, усталостной прочности и сопротивления деформации.
Упрочнение поверхности металлопроката — это процесс, направленный на повышение износостойкости, усталостной прочности и сопротивления деформации.
Среди наиболее распространенных методов выделяют наклеп, цементацию и азотирование. Каждый из них имеет свои особенности, которые определяют область применения и эффективность.
Наклеп — это механическое упрочнение поверхности за счет пластической деформации. В процессе обработки поверхностный слой металла подвергается воздействию ударных или статических нагрузок, что приводит к увеличению плотности дислокаций и, как следствие, повышению твердости.
Для сталей с содержанием углерода до 0,3% наклеп позволяет увеличить твердость на 20-30%. Этот метод часто применяется для деталей, работающих в условиях ударных нагрузок, таких как оси, валы и шестерни.
В случае с алюминиевыми сплавами наклеп используется для повышения прочности без изменения химического состава.
Цементация — это процесс насыщения поверхностного слоя углеродом при высоких температурах, обычно в диапазоне 900-950°C. В результате образуется твердый слой с высокой концентрацией углерода, который после закалки приобретает повышенную твердость.
Глубина цементированного слоя может варьироваться от 0,5 до 2 мм, что делает метод подходящим для деталей, подверженных значительным нагрузкам, таких как зубчатые колеса и подшипники.
Для обработки используются газовые, твердые или жидкие среды, содержащие углерод. После цементации обязательна закалка, которая фиксирует структуру и обеспечивает высокую износостойкость.
Азотирование — это насыщение поверхности азотом при температурах 500-600°C. В отличие от цементации, этот метод не требует последующей закалки, что снижает риск деформации деталей.
Азотированный слой обладает высокой твердостью, достигающей 1000-1200 HV, и устойчивостью к коррозии. Глубина слоя обычно составляет 0,2-0,5 мм, что делает метод идеальным для тонкостенных деталей, таких как втулки и клапаны.
Для азотирования часто используются стали, легированные алюминием, хромом или молибденом, так как эти элементы способствуют образованию нитридов, повышающих твердость.
При выборе метода упрочнения необходимо учитывать тип материала, условия эксплуатации и требуемые характеристики. Для сталей с низким содержанием углерода наклеп является наиболее экономичным решением.
Цементация подходит для деталей, работающих в условиях высоких нагрузок и трения. Азотирование рекомендуется для изделий, требующих высокой точности и устойчивости к коррозии.
Для достижения оптимальных результатов важно соблюдать технологические параметры. При наклепе давление или ударная нагрузка должны быть рассчитаны с учетом толщины и свойств материала.
В случае с цементацией необходимо контролировать температуру и время выдержки, чтобы избежать перегрева и образования крупнозернистой структуры. При азотировании критическим параметром является состав газовой среды, так как от него зависит равномерность насыщения азотом.
Практический совет: перед упрочнением поверхности проведите предварительную механическую обработку. Это позволит удалить дефекты и обеспечить равномерное распределение нагрузок. После обработки обязательно выполните финишную шлифовку или полировку, чтобы устранить возможные неровности и повысить качество поверхности.
Для контроля качества упрочненного слоя используйте методы микроскопии и измерения твердости.
Микроструктура должна быть однородной, без трещин и включений. Твердость поверхностного слоя должна соответствовать нормативным требованиям, которые зависят от типа материала и метода обработки.
В случае с наклепом проверьте остаточные напряжения в поверхностном слое. Они не должны превышать допустимых значений, так как это может привести к преждевременному разрушению детали.
Для цементированных изделий убедитесь в отсутствии обезуглероживания, которое снижает прочность. При азотировании проверьте глубину слоя и равномерность распределения азота.
Для повышения эффективности упрочнения комбинируйте методы. Так, после цементации можно выполнить азотирование, что позволит повысить износостойкость и коррозионную стойкость. В случае с наклепом дополнительная термообработка может снизить остаточные напряжения и улучшить механические свойства.
Практический пример: для шестерен, работающих в условиях высоких нагрузок, рекомендуется использовать цементацию с последующей закалкой. Это обеспечит высокую твердость поверхности и вязкость сердцевины.
Для тонкостенных втулок, подверженных трению, оптимальным решением будет азотирование, так как оно не вызывает деформации и повышает устойчивость к износу.
При работе с алюминиевыми сплавами наклеп является единственным методом упрочнения, так как химико-термическая обработка для них не применяется. В этом случае важно правильно выбрать режим деформации, чтобы избежать растрескивания поверхности.
Для повышения долговечности упрочненных деталей регулярно проводите техническое обслуживание. Это включает очистку поверхности от загрязнений, смазку и контроль состояния.
При обнаружении дефектов, таких как трещины или отслоения, своевременно устраняйте их, чтобы предотвратить дальнейшее разрушение.
Упрочнение поверхности металлопроката — это сложный процесс, требующий точного соблюдения технологических параметров и контроля качества. Правильный выбор метода и режимов обработки позволяет значительно повысить эксплуатационные характеристики деталей и продлить их срок службы.
 Лист
Лист
 Круг
Круг
 Труба
Труба
 Полоса
Полоса
 Уголок
Уголок
 Квадрат
Квадрат
 Швеллер
Швеллер
 Арматура
Арматура
 Проволока
Проволока
 Профнастил
Профнастил
 Откатные ворота
Откатные ворота
 Алюминиевый прокат
Алюминиевый прокат
 Нержавеющая сталь
Нержавеющая сталь
 Труба круглая НКТ б/у
Труба круглая НКТ б/у