
г. Екатеринбург, проспект
Космонавтов, 107
Космонавтов, 107
Пн-Пт с 9:00 до 18:00 Сб,
Вс выходной
Вс выходной
 Обработка стальных труб включает в себя различные методы, такие как резка, гибка, фланцевание и сварка, каждый из которых имеет свои особенности и назначение. Эти процессы позволяют адаптировать трубы для конкретных задач и применений в строительстве, промышленности и инженерных системах.
Обработка стальных труб включает в себя различные методы, такие как резка, гибка, фланцевание и сварка, каждый из которых имеет свои особенности и назначение. Эти процессы позволяют адаптировать трубы для конкретных задач и применений в строительстве, промышленности и инженерных системах.
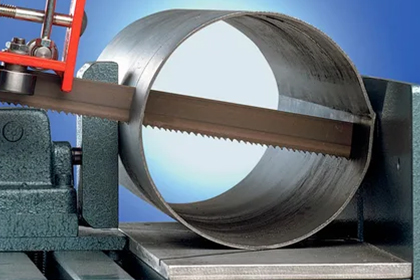
Резка стальных труб — это ключевой этап обработки, определяющий дальнейшую точность и качество работы. Существуют несколько основных методов резки: механическая, газовая и лазерная. Каждый метод имеет свои преимущества и недостатки, и выбор зависит от характеристик трубы: её диаметра, толщины стенки и особенностей дальнейшего использования.
Механическая резка включает использование ручных и электрических инструментов, таких как болгарка, ленточная пила, ножовка или труборезы. Этот метод хорош для небольших объемов работы, так как он достаточно прост и не требует сложного оборудования. Однако при больших объемах механическая резка может быть менее эффективной из-за повышенной трудоемкости.
Для предотвращения деформаций рекомендуется закреплять трубу в зажимах и работать с равномерным усилием. Также стоит учитывать, что при использовании болгарки и других режущих инструментов на концах трубы могут образоваться заусенцы, которые следует удалять для улучшения стыковки и предотвращения повреждений.
Газовая резка чаще всего используется при обработке труб с большим диаметром и толщиной стенки. Газокислородная резка позволяет быстро справляться с толстыми материалами, однако она требует особого контроля, чтобы избежать перегрева и деформации металла. При работе с газовой резкой важно соблюдать технику безопасности, поскольку выделяются горячие искры и возможны ожоги. Преимуществом данного метода является скорость, однако точность оставляет желать лучшего — края требуют последующей обработки.
Лазерная резка считается наиболее точной, но она требует высокотехнологичного оборудования. Этот метод подходит для сложных проектов, где важна идеальная точность, минимальные деформации и высокая скорость. Лазер способен резать трубы практически любой толщины, оставляя минимальные заусенцы. Среди недостатков можно выделить высокую стоимость оборудования и необходимость его тщательной настройки.
Практический совет: чтобы избежать деформации труб большого диаметра при резке, рекомендуется использовать механические пилы с ленточным полотном, которые обеспечивают равномерное распределение нагрузки на металл. Также стоит обратить внимание на выбор лезвия или диска для работы — оно должно соответствовать материалу трубы и толщине её стенки.
Гибка труб необходима для создания трубопроводов с изменяющимся направлением, что особенно важно в строительных и промышленных проектах. Гибку можно разделить на холодную и горячую в зависимости от температуры обработки.
Холодная гибка используется для труб с меньшими диаметрами и тонкими стенками. Она выполняется при комнатной температуре с использованием специальных трубогибов: ручных, гидравлических или электрических. Холодная гибка является относительно быстрой и экономичной, но она не подходит для толстостенных труб, так как существует риск растрескивания.
Горячая гибка применяется для труб с большими диаметрами и толстыми стенками. При этом трубу нагревают до определённой температуры, что делает металл пластичным и снижает риск повреждений. Этот метод требует более сложного оборудования и соблюдения строгих температурных режимов, чтобы избежать перегрева.
Особое внимание стоит уделить гибке труб с покрытиями, такими как оцинковка или окраска. В таких случаях важно контролировать целостность покрытия, чтобы оно не повредилось в процессе гибки, что может привести к коррозии.
Чтобы избежать смятия трубы при гибке, стоит использовать трубогибы с соответствующими насадками, обеспечивающими равномерное распределение усилия по всей длине трубы. Кроме того, не стоит превышать рекомендуемые углы гиба для каждого конкретного диаметра трубы.
Сварка стальных труб является основным методом их соединения, особенно в тех случаях, когда требуется герметичность и прочность соединения. Существуют несколько методов сварки, которые применяются в зависимости от толщины трубы и условий эксплуатации.
Ручная дуговая сварка (MMA) — наиболее универсальный метод, который используется как для небольших, так и для крупных трубопроводов. Этот метод позволяет получать прочные швы, однако требует высокой квалификации сварщика и тщательной подготовки швов. При этом существуют ограничения по толщине трубы: для толстостенных труб требуется несколько проходов сварочного аппарата.
Газовая сварка применяется для труб небольшого диаметра. Она обеспечивает достаточно прочные соединения, но требует тщательной подготовки швов и использования специальных присадочных материалов.
Автоматическая сварка (TIG/MIG) обеспечивает высокую скорость и качество сварки. Она используется для промышленных трубопроводов большого диаметра, где важна высокая скорость выполнения работ. Автоматическая сварка позволяет минимизировать количество человеческих ошибок, однако требует сложного оборудования и его настройки.
Для труб, работающих под высоким давлением или в агрессивной среде, рекомендуется использовать автоматическую сварку TIG или MIG, так как она обеспечивает наиболее прочные и герметичные швы. При этом важно тщательно подготавливать стыки — это позволит избежать дефектов сварочного шва и его последующего разрушения.
После сварки швы должны быть зачищены для устранения неровностей и предотвращения коррозии. Для зачистки могут использоваться различные инструменты, такие как шлифовальные машины или напильники. Зачистка шва — это не только косметический процесс, но и важный шаг для повышения прочности сварного соединения.
Для контроля качества сварки применяются несколько методов: визуальный осмотр, ультразвуковая диагностика и рентгеновский контроль. Каждый из них позволяет выявить возможные дефекты шва: поры, трещины или непровар. Визуальный осмотр может выявить грубые дефекты, тогда как ультразвук и рентген позволяют выявить скрытые проблемы.
После зачистки швов рекомендуется наносить на них антикоррозийные покрытия, особенно если трубы будут эксплуатироваться во влажной или агрессивной среде.
Фасонная обработка включает нарезку резьбы и пробивку отверстий для ответвлений. Нарезка резьбы на трубах позволяет создавать разборные соединения без использования сварки. Для этого применяются клуппы — ручные или электрические инструменты для резьбонарезания. Они позволяют получить точные резьбовые соединения для труб малого и среднего диаметра.
Пробивка отверстий используется для создания ответвлений в трубопроводах. Она может выполняться механическими или гидравлическими инструментами, а также с применением плазменных резаков.
При пробивке отверстий важно учитывать толщину стенки трубы и использовать подходящее оборудование, чтобы избежать деформаций и не нарушить целостность трубы.
Фланцевание — это процесс создания фланцев на концах труб для их дальнейшего соединения. Фланцевые соединения используются там, где необходима возможность быстрой разборки трубопровода для обслуживания или ремонта.
Существуют несколько методов фланцевания: механическое и сварное. Механическое фланцевание выполняется с помощью прессов, а сварное — с использованием дуговой или газовой сварки.
Для трубопроводов, работающих под высоким давлением, рекомендуется использовать воротниковые фланцы, так как они обеспечивают наибольшую прочность соединения. Чтобы предотвратить протечки, важно соблюдать правильный порядок затяжки болтов на фланцах.
 Лист
Лист
 Круг
Круг
 Труба
Труба
 Полоса
Полоса
 Уголок
Уголок
 Квадрат
Квадрат
 Швеллер
Швеллер
 Арматура
Арматура
 Проволока
Проволока
 Профнастил
Профнастил
 Откатные ворота
Откатные ворота
 Алюминиевый прокат
Алюминиевый прокат
 Нержавеющая сталь
Нержавеющая сталь
 Труба круглая НКТ б/у
Труба круглая НКТ б/у