
г. Екатеринбург, проспект
Космонавтов, 107
Космонавтов, 107
Пн-Пт с 9:00 до 18:00 Сб,
Вс выходной
Вс выходной
 Качественная ручная рубка на массивной плите – это настоящее искусство, требующее понимания физики процесса и свойств материала. Успех операции определяет не сила удара, а точность подготовки и контроль каждого движения.
Качественная ручная рубка на массивной плите – это настоящее искусство, требующее понимания физики процесса и свойств материала. Успех операции определяет не сила удара, а точность подготовки и контроль каждого движения.
Основой служит правильно подготовленный инструмент: режущая кромка зубила должна быть заточена под углом от 60 до 70 градусов для работы с большинством сталей. Более острый угол в 45 градусов подойдет для мягких цветных сплавов, а угол в 75 градусов потребуется для обработки особо твердых сталей.
Ширина режущей кромки обычно подбирается на 2-3 миллиметра шире будущей канавки, что обеспечивает запас для маневра.
Твердость рабочей части инструмента после термообработки должна находиться в пределах 53-58 HRC, что гарантирует стойкость к затуплению. Заготовку необходимо надежно зафиксировать на массивной стальной или чугунной плите, масса которой гасит вибрации.
Линию будущего разреза предварительно наносят чертилкой, отступив от края плиты минимум на 10-15 миллиметров для устойчивости. Первоначальную установку зубила выполняют строго вертикально относительно разметки, после чего инструмент наклоняют под углом примерно 30-35 градусов к горизонту.
Сам процесс начинают с формирования направляющей канавки легкими, точными ударами. После создания начальной борозды угол наклона инструмента уменьшают до 10-15 градусов, что позволяет лезвию эффективно снимать стружку, а не вгрызаться в материал.
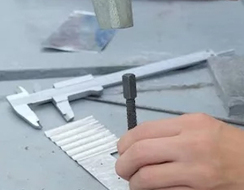
Контроль глубины осуществляют визуально, периодически останавливаясь для замера штангенциркулем. Практическое правило: за один проход на среднеуглеродистой стали с толщиной до 10 миллиметров не следует снимать слой более 2 миллиметров.
Для сохранения прямолинейности реза необходимо удерживать режущую кромку параллельно опорной поверхности плиты, постоянно следя за ее положением относительно разметочной риски. Опытные мастера рекомендуют вести инструмент не по самой линии, а рядом с ней, оставляя небольшой припуск около 0.5-1 миллиметра на последующую доводку.
При работе с листовым материалом толщиной свыше 5 миллиметров часто используют двустороннюю рубку, переворачивая деталь после прохода на половину глубины.
Огромное влияние на чистоту среза оказывает состояние режущей кромки. Малейшие завалы или выкрошенные участки будут оставлять глубокие задиры и рвать металл.
После каждых 10-15 минут интенсивной работы инструмент следует править на абразивном круге, поддерживая первоначальные геометрические параметры. Охлаждать его в процессе заточки лучше воздухом, так как резкое водяное охлаждение способно вызвать микротрещины.
Качество снимаемой стружки служит надежным индикатором правильности выполнения операции. Хорошая стружка при рубке конструкционной стали сворачивается в плотную спираль или отходит короткой, завитой полоской.
Появление мелкой крошки или пыли сигнализирует о чрезмерно большом угле наклона или затуплении лезвия. Работа с медью или алюминием обычно дает длинную, вьющуюся стружку, требующую своевременного удаления из зоны реза.
Особое внимание уделяют завершающей стадии, когда заготовка близка к отделению. Удары ослабляют, а последние миллиметры металла аккуратно срубают легкими касаниями, чтобы избежать откола и деформации кромки.
После разделения заусенцы с краев среза снимают напильником или зачищают на точильном камне. При соблюдении этих принципов ручная рубка позволяет достичь точности, сопоставимой с механизированными методами, особенно при единичном производстве или выполнении ремонтных работ.
 Лист
Лист
 Круг
Круг
 Труба
Труба
 Полоса
Полоса
 Уголок
Уголок
 Квадрат
Квадрат
 Швеллер
Швеллер
 Арматура
Арматура
 Проволока
Проволока
 Профнастил
Профнастил
 Откатные ворота
Откатные ворота
 Алюминиевый прокат
Алюминиевый прокат
 Нержавеющая сталь
Нержавеющая сталь
 Труба круглая НКТ б/у
Труба круглая НКТ б/у