
г. Екатеринбург, проспект
Космонавтов, 107
Космонавтов, 107
Пн-Пт с 9:00 до 18:00 Сб,
Вс выходной
Вс выходной
 Использование револьверно-пробивных станков — это чрезвычайно быстрый и относительно недорогой способ проделывания отверстий в листовом металлопрокате.
Использование револьверно-пробивных станков — это чрезвычайно быстрый и относительно недорогой способ проделывания отверстий в листовом металлопрокате.
И хотя во многом они проигрывают набирающей популярность лазерной технологии, эти агрегаты все же оказываются незаменимыми во многих процессах – как при единичной обработке деталей, так и при многосерийном производстве.
Необходимость повышения эффективности производственных процессов заставляет предпринимателей искать все более оптимальные решения.
Таким образом, определенные технологии или машины постепенно уходят в прошлое, уступая место новым, обеспечивающим, например, большую скорость, точность или лучшее качество обработки.
Время покажет, разделит ли эта участь и механические штамповочные машины – но пока во многих случаях они по-прежнему незаменимы.
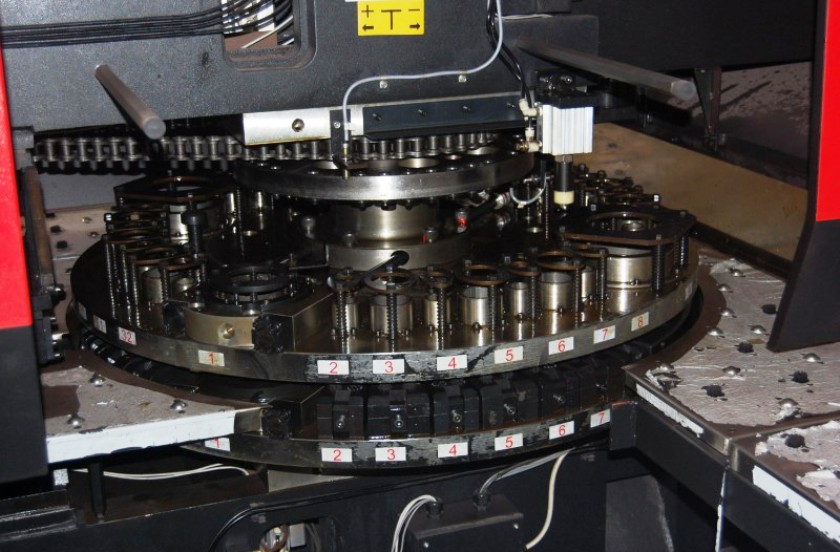
Штамповочные машины, называемые также револьверными прессами, отличаются вращающейся головкой (магазином) с установленными на ней инструментами, отсюда и их название. Этот вращающийся магазин состоит из двух круглых дисков, между которыми в процессе штамповки помещается лист металла.
Оба диска имеют так называемые инструментальные станции (слоты), куда устанавливаются определенные инструменты. Как количество станций, так и тип, диаметр и количество инструментов на каждой станции обычно выбираются в соответствии с индивидуальными потребностями клиента и предлагают множество возможностей конфигурации.
Стандартные револьверные прессы оснащены от нескольких до десятков станций , а общее количество инструментов, готовых к работе одновременно, может достигать 300 и даже более. Чем их больше, тем больше универсальность данной машины, тем меньше требуемое время для её переоснащения, следовательно – выше эффективность.
Револьверный магазин может быть дополнительно оснащен станцией Multitool, что увеличивает общее количество имеющихся в данный момент инструментов.
Хотя последующая модификация такого инструмента-револьвера и возможна, она требует дополнительных затрат и времени. Поэтому крайне важно перед приобретением штамповочного станка тщательно проанализировать свои потребности и спланировать расположение всех типов и размеров инструментов, которые могут понадобиться в последующей работе. Аналогичная ситуация и при покупке агрегата на вторичном рынке.
Пробивка соответствующих отверстий в листовом металле основана на работе пуансона (в инструментальной станции он располагается на верхнем диске) и соответствующей по форме и размеру матрицы (на нижнем диске).
В результате воздействия усилия, пуансон вызывает прокол листового металла. Что немаловажно, с помощью револьверно-пробивного станка можно также выполнить, например, тиснение по листовому металлу.
Стандартные листогибочные прессы позволяют обрабатывать листовой металл толщиной примерно от 0,5 до 4 мм, хотя существуют и станки, способные пробивать более толстые листы – до 6 мм и даже 8 мм.
Распространенным решением является объединение функции штамповки с другими задачами, выполняемыми многофункциональной машиной, что приводит к экономии времени, места и даже энергии.
Например, такое устройство может совмещать функцию штамповки с резкой, тиснением, формовкой, нарезанием резьбы или гравировкой.
В соответствии с современными тенденциями, подавляющее большинство револьверно-пробивных станков, доступных на рынке, оснащены системой ЧПУ, что повышает удобство использования такого станка.
Оператор устанавливает, среди прочего, количество отверстий, их размер и форму, а система сама подбирает из установленных на станции подходящих инструментов по этим параметрам. К дополнительным удобствам относятся, например, системы автоматического позиционирования листового металла и автоматической подачи и выгрузки.
В новейших штамповочных машинах все чаще используются полностью сервоэлектрические приводы . Отсутствие гидравлики означает отсутствие опасных отходов, меньшую потребность в обслуживании (например, периодической замены масла) и отсутствие риска утечки гидросреды.
Теоретически, более простая конструкция также означает меньшие затраты на обслуживание такой машины. Сервоэлектрический привод также более энергоэффективен и обеспечивает более точное управление.
Также доступны гибридные решения, сочетающие в себе высокую мощность гидравлической системы и точность электрического управления.
Уже упомянутое быстрое развитие лазерных технологий в промышленности означает, что лазерные резаки начинают проникать в области, традиционно предназначенные для штамповочных станков.
Однако оказывается, что традиционные штамповочные станки все же имеют ряд существенных преимуществ перед лазерами. Обычно они быстрее обрабатывают тонкий листовой металл, особенно когда пробивается множество отверстий простой формы.
В случае с многофункциональными устройствами они позволяют выполнять различные процессы обработки одновременно на одном станке, что существенно сокращает общее время производства (в случае с лазером после резки детали остальные операции необходимо выполнять на других станках). Сам процесс обработки дешевле , чем лазерная обработка.
Требования производства относительно экономической эффективности влияют на изменение рыночных стандартов, в том числе типу используемого оборудования и автоматизации. Они должны быть не только инновационными и эффективными, но зачастую и многофункциональными.
К сожалению, штамповочные станки менее гибки, чем лазеры, и не подходят для резки достаточно сложных форм. Качество кромок после проделывания отверстия также хуже .
Они создают много шума во время работы , а возможность одновременного выполнения различных процессов увеличивает затраты на приобретение вариантов с большим количеством инструментов.
 Лист
Лист
 Круг
Круг
 Труба
Труба
 Полоса
Полоса
 Уголок
Уголок
 Квадрат
Квадрат
 Швеллер
Швеллер
 Арматура
Арматура
 Проволока
Проволока
 Профнастил
Профнастил
 Откатные ворота
Откатные ворота
 Алюминиевый прокат
Алюминиевый прокат
 Нержавеющая сталь
Нержавеющая сталь
 Труба круглая НКТ б/у
Труба круглая НКТ б/у