
г. Екатеринбург, проспект
Космонавтов, 107
Космонавтов, 107
Пн-Пт с 9:00 до 18:00 Сб,
Вс выходной
Вс выходной
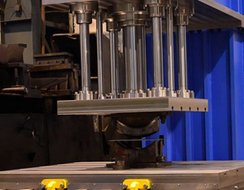 Переход с ударной обработки на силовое давление открывает другие возможности для цехового производства. Гидравлический агрегат, в отличие от молота, воздействует на заготовку постоянно нарастающим усилием, что кардинально меняет саму философию формообразования.
Переход с ударной обработки на силовое давление открывает другие возможности для цехового производства. Гидравлический агрегат, в отличие от молота, воздействует на заготовку постоянно нарастающим усилием, что кардинально меняет саму философию формообразования.
Медленное выдавливание металла позволяет контролировать процесс буквально по миллиметрам, сводя к минимуму внутренние напряжения и непредсказуемую пружинистость материала. Это свойство становится фундаментальным для работ без последующего термического воздействия, где каждая деформация является окончательной.
Принципиальное отличие заключается в статическом характере нагрузки, создаваемой цилиндрами высокого давления. Если молот сообщает энергию коротким мощным импульсом, то пресс развивает усилие в десятки или сотни тонн плавно и продолжительно.
Такой подход идеально подходит для пластичного изгибания прутков, полос и профилей, а также для объемного формирования деталей по контуру инструмента. Скорость движения рабочего штока обычно регулируется в пределах от 1 до 10 миллиметров в секунду, что дает оператору время для визуальной оценки процесса.
Ключ к эффективному применению этого оборудования лежит в оснастке – штампах, которые формируют конечный продукт. Даже простейшие устройства, изготовленные силами самого цеха, способны значительно расширить номенклатуру изделий.
Для начала достаточно иметь набор из пары пуансонов и соответствующих матриц, выполненных из углеродистой стали У7 или У8 с последующей закалкой до твердости 45-50 HRC. Конструкция матрицы часто представляет собой массивный блок с выборкой, геометрия которой зеркально повторяет нужный профиль.
Создание подобного инструмента начинается с точного эскиза, где обязательно учитывается величина упругого возврата металла. Для низкоуглеродистых сталей типа Ст3 этот показатель может достигать 3-5 градусов на угол гибки, что требует заложения соответствующей поправки в угол самой выборки матрицы.
Глубина паза должна на 20-30% превышать толщину или диаметр обрабатываемого материала, чтобы обеспечить свободное проникновение заготовки. Фиксация оснастки на плитах пресса осуществляется через Т-образные пазы стандартных размеров, чаще всего 28, 36 или 42 миллиметра.
Получение сложных контуров редко выполняется за один ход поршня. Технология строится на последовательной, поэтапной деформации заготовки с применением нескольких штампов или с переустановкой детали.
Допустим, требуется изготовить S-образный элемент из квадратного прутка. Сначала его середина изгибается в одну сторону на одном инструменте с радиусной матрицей, а затем концы плавно загибаются в противоположном направлении на другом блоке.
Перемежающиеся операции снимают избыточное напряжение, предотвращая образование складок и трещин в материале.
Особое внимание уделяется силе, которую необходимо рассчитать для каждой конкретной задачи. Упрощенная формула для гибки выглядит как P = (1.42 * S * L * σв) / (1000 * R), где S – толщина металла в миллиметрах, L – длина гиба в мм, σв – временное сопротивление материала в Н/мм², а R – внутренний радиус гиба.
Для стали Ст3 с σв = 380 Н/мм² гибка полосы толщиной 6 мм на длине 1000 мм с радиусом 15 мм потребует усилия около 215 тонн. Эти данные помогают правильно выбрать режим работы агрегата, избегая перегрузок или, наоборот, недостаточной деформации.
Качество поверхности и точность геометрии напрямую зависят от состояния контактных зон штампа. Их полировка до зеркального блеска минимизирует силу трения и предотвращает появление рисок на готовом изделии.
При работе с алюминиевыми сплавами или нержавеющей сталью рекомендуется применять смазочные материалы на основе медных или графитовых составов. Они создают разделительный слой, облегчая течение металла и защищая как заготовку, так и дорогостоящую оснастку от схватывания и задиров.
Работа с профилями, такими как уголок или швеллер, имеет свою специфику. Для предотвращения завала полок необходимо применять специализированные подкладки и прижимы, которые компенсируют разность в сопротивлении деформации тонких и толстых участков сечения.
Часто требуется предварительный прогрев зоны гиба газовой горелкой до 200-300°C для легированных сталей, что резко повышает их пластичность без перехода в область горячей деформации. Этот прием требует опыта, так как перегрев ведет к изменению механических свойств материала.
Обладая даже базовым набором штампов, можно осваивать метод чеканки или рельефной формовки. На ровную листовую заготовку устанавливается стальная пластина с выгравированным негативным изображением, а сверху давит пуансон.
Усилия в 15-25 МПа достаточно для получения устойчивого рельефа глубиной до нескольких миллиметров на мягких сталях и латуни. Глубина рельефа регулируется установкой ограничительных упоров, контролирующих конечное положение траверсы.
Данный способ востребован при создании декоративных панелей или элементов усиления с ребрами жесткости.
Корректный выбор исходного материала определяет 80% успеха. Для холодного гнутья идеально подходят стали с содержанием углерода до 0.25% — категории Ст3кп, 20, 20Г.
Их относительное удлинение перед разрывом превышает 23%, что гарантирует запас пластичности. Прутки из высокоуглеродистых инструментальных сталей без промежуточного отжига на прессе гнуть категорически не рекомендуется — высок риск образования малозаметных с внешней стороны трещин, приводящих к хрупкому разрушению под нагрузкой.
Калибровка готовых изделий представляет собой заключительную операцию, выполняемую на том же оборудовании. После первичного формирования деталь размещается в финишном штампе, и пресс совершает короткий ход под максимальным давлением.
Данное действие снимает остаточные напряжения и доводит геометрию до эталонных значений, прописанных в чертеже. Точность таким способом достигает уровня ±0.5 мм на длине до одного метра, что удовлетворяет большинству технических условий на сборку металлоконструкций.
Эффективность цеховой линии возрастает при комбинации нескольких агрегатов в технологическую цепь. Роль гибочного центра может выполнять пресс с ЧПУ, где смена оснастки происходит автоматически по заданной программе.
Однако и ручное управление процессом сохраняет свою актуальность для мелкосерийного и опытного производства, где гибкость и быстрота переналадки ценятся выше скорости. Понимание физики медленной деформации превращает гидравлический пресс из простого силового устройства в универсальный инструмент для воплощения сложных металлических форм.
 Лист
Лист
 Круг
Круг
 Труба
Труба
 Полоса
Полоса
 Уголок
Уголок
 Квадрат
Квадрат
 Швеллер
Швеллер
 Арматура
Арматура
 Проволока
Проволока
 Профнастил
Профнастил
 Откатные ворота
Откатные ворота
 Алюминиевый прокат
Алюминиевый прокат
 Нержавеющая сталь
Нержавеющая сталь
 Труба круглая НКТ б/у
Труба круглая НКТ б/у