
г. Екатеринбург, проспект
Космонавтов, 107
Космонавтов, 107
Пн-Пт с 9:00 до 18:00 Сб,
Вс выходной
Вс выходной
 Эффективность и общая результативность производственного процесса должны быть ключевым фактором при выборе машины или устройства, независимо от его назначения.
Эффективность и общая результативность производственного процесса должны быть ключевым фактором при выборе машины или устройства, независимо от его назначения.
То же самое можно сказать и о процессе гибки листового металла, который встречается на производственных предприятиях самых разных отраслей промышленности.
Хотя листогибочные прессы по-прежнему очень популярны, стоит подумать о покупке гибочного центра. Во многих отношениях этот тип машины будет лучшим выбором.
Листогибочные прессы и гибочные центры в настоящее время являются наиболее популярными типами машин, используемых в процессах гибки листового металла.
Хотя общий принцип их работы схож, если присмотреться к деталям, можно заметить существенные различия. Они также различаются используемым инструментом, системой крепления, способом переоснастки и некоторыми параметрами процесса гибки.
Каждое из этих решений также имеет специфические особенности и преимущества, которые определяют выбор машин для конкретных применений.
Общий принцип процесса гибки заключается в приложении соответствующего усилия (изгибающего момента) к заготовке, например к листу металла. Под воздействием этой силы деталь постоянно деформируется.
Гибку также может выполнять человек, но в промышленности гибку листового металла выполняют с помощью машин. Прежде всего, они способны воздействовать на объект с большей силой – равномерно распределенной, более точной и повторяемой.
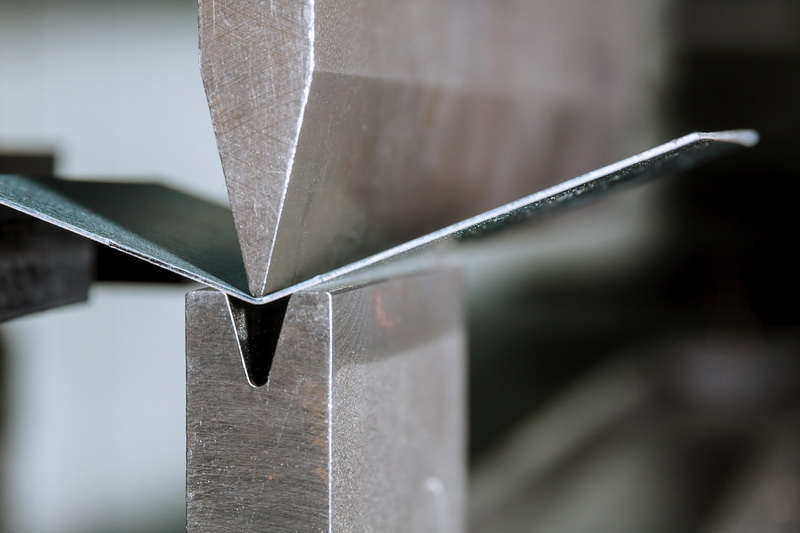
Для промышленной гибки листового металла компании чаще всего используют гибочные прессы или гибочные станки. В листогибочном прессе изгиб листового металла предполагает приложение соответствующей силы путем перемещения пуансона сверху на лист металла, прикрепленный к нижней части пресса (матрице).
Принцип работы машин этого типа основан на двухплоскостном (плоскости X и Z) движении инструментов (гибочных лезвий), которые, касаясь прочно закрепленного, неподвижного листа металла, осуществляют изгиб, как положительный, так и отрицательный (вверх и вниз).
Что немаловажно, положительные и отрицательные изгибы выполняются без необходимости ручного поворота заготовки. В случае листогибочного пресса создание положительных и отрицательных изгибов требует вращения формы из листового металла. Для этого требуется вмешательство оператора пресса или управляемого им робота.
Когда деталь сгибается на автоматической гибочной машине, она удерживается и вращается манипулятором. Это обеспечивает стабильное сцепление с давлением около 90 т и гарантирует правильное выполнение гибки в соответствии с размерами.
Гибочный автомат оснащен одинаковыми инструментами для всех видов гибки (подходит для очень широкого диапазона углов и радиусов). Они стационарно закреплены в специальном подвижном механизме (на раме машины) и разделены на несколько десятков миллиметровых сегментов, которые в зависимости от строения сгибаемой детали активируются или деактивируются перемещением в сторону.
Сама переналадка, заключающаяся в установке ножей в соответствующее положение, занимает всего несколько секунд (в случае листогибочного пресса этот процесс может занять до получаса).
Время цикла гибки также сокращается в несколько раз. Это означает значительную экономию времени, что, в свою очередь, приводит к производству большего количества деталей.
Благодаря автоматическому переключению практически не имеет значения, используется ли гибочный центр для крупносерийного, мелкосерийного или даже индивидуального производства (гибки). Быстрая настройка станка также дает возможность изготовления целых комплектов конечного изделия, состоящих из различных деталей.
Более того, пользователь может выполнять гораздо более широкий диапазон изгибов с точки зрения радиуса, и даже выполнять действия, которые были бы невозможны при использовании листогибочного пресса.
Это позволяет производить сложные изгибы и получать, например, закругления без необходимости использования прокатного станка.
Гибочные центры, естественно, дают возможность автоматизировать действия, связанные с работой как станка, так и обрабатываемой заготовки (подача и снятие листовой формы, позиционирование ее в станке и вращение).
При этом – в зависимости от самой машины и ее версии – существует три основных уровня автоматизации этой деятельности, в которых роль оператора различна.
В наименее автоматизированном варианте гибочного центра оператор несет ответственность за ручную загрузку гибочной формы и последующую выгрузку детали. При необходимости он также поворачивает заготовку по горизонтали.
Однако при гибке деталь позиционируется самостоятельно с помощью электромагнитов или вакуумных присосок и удерживается на месте гидравлической прижимной лапкой.
И хотя степень автоматизации здесь незначительна, по сравнению с листогибочным прессом, мы экономим время, необходимое для выполнения положительного и отрицательного изгиба, а также переоснащения станка.
Вторым уровнем автоматизации гибочных центров являются полуавтоматы, в которых оператор выполняет лишь роль контролера. Помимо включения и выключения станка и загрузки соответствующей программы гибки, его функции ограничиваются исключительно загрузкой форм и выгрузкой готовых деталей после гибки.
Само маневрирование в процессе гибки (вращение, подача) полностью автоматическое и осуществляется специальным манипулятором (ротатором). Это специально спроектированный рычаг, который перемещает форму по одной оси и вращает ее.
Третий, самый автоматизированный уровень станка для гибки листового проката означает, что он работает полностью автономно. Он может быть частью более крупной производственной линии или производственной ячейки и быть интегрированным с другими машинами, расположенными до или после нее, в зависимости от их роли в данном процессе (например, станок для лазерной резки или штамповочный станок).
В случае с таким автоматизированным станком оператору необходимо лишь следить за тем, чтобы в зоне загрузки не было готовых к гибке заготовок. Загрузочные устройства гибочного центра сами принимают детали из подготовленного образом штабеля.
В этом режиме, при условии соответствующего количества деталей, процесс гибки может занять несколько часов без непосредственного участия оператора.
Даже в базовой версии, с небольшой степенью автоматизации, центр гибки гораздо эффективнее листогибочного пресса, прежде всего, за счет времени на переоснащение станка (всего десяток/несколько десятков секунд в случае автоматического гибочного станка, до нескольких десятков минут в случае листогибочного пресса), и возможности выполнять положительные и отрицательные изгибы, не переворачивая заготовку.
Благодаря этому автоматический гибочный станок является гораздо более эффективным и быстрым способом гибки – независимо от того, состоит ли серия из нескольких или нескольких тысяч штук.
По сравнению с листогибочным прессом, листогиб намного точнее, и детали обладают отличной повторяемостью. Сам цикл гибки также в несколько раз короче, чем в листогибочном прессе, более того, можно сразу изготовить все необходимые детали, создающие конечный продукт.
 Лист
Лист
 Круг
Круг
 Труба
Труба
 Полоса
Полоса
 Уголок
Уголок
 Квадрат
Квадрат
 Швеллер
Швеллер
 Арматура
Арматура
 Проволока
Проволока
 Профнастил
Профнастил
 Откатные ворота
Откатные ворота
 Алюминиевый прокат
Алюминиевый прокат
 Нержавеющая сталь
Нержавеющая сталь
 Труба круглая НКТ б/у
Труба круглая НКТ б/у